

MES的核心价值与改善策略
导 读
MES能够为离散型制造车间现场带来规范的管理模式,并通过“五步走”的策略完成车间的信息化建设。
制造业信息化建设走到今天,大多数制造企业已经逐渐清醒地认识到生产技术领先和制造过程管理高效是其自身发展的关键环节,一些企业已经或正在实施公司级的ERP系统。但据有关部门统计,ERP在离散型制造企业中往往很难发挥其真正的威力,成为了企业“无纸化办公”的“形象工程”。然而为什么世界知名大型跨国公司每年都对ERP等信息化软件投入巨额的资金呢?在先进国家的离散型制造企业中,ERP并不是独立存在的,也不是万能的。ERP负责企业上层资源计划管理,而在生产管理部门中则有效的利用了MES制造执行管理系统(Manufacturing Execution System)的制造执行管理,实现了公司各级信息流的畅通,成为了ERP以及企业信息化成功的关键。
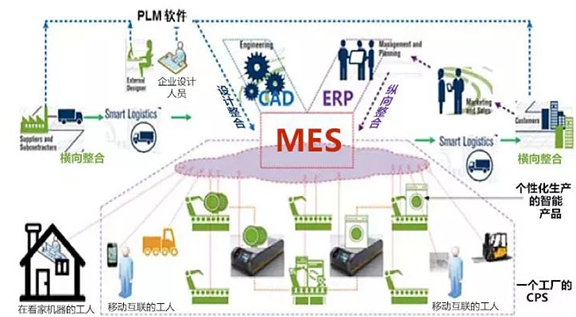
MES是应用在车间的软件系统,起着承上启下的作用。它上承公司级的ERP系统,获取计划、资源等数据,并与PLM、PDM、C3P等系统集成,获得BOM及工艺等数据。它下启底层控制系统,发送工作指令和回收计划执行情况。MES系统填补了ERP等上层系统上线后产生的信息鸿沟,使企业信息流能够畅通。
一、MES概述
1. MES系统及其特点
MES是一套面向车间层的生产管理技术与实时信息系统的企业管理系统。它充分结合了工业自动识别技术及美国先进制造研究机构AMR发布的MES管理模型理论,同时,充分考虑了国内工业企业(尤其是制造型企业)应用需求。通过与ERP系统进行深度的集成,可以为企业提供一个快速反应、弹性、精细化的制造营运环境,帮助企业减低成本、按期交货、提高产品的质量和提高服务质量。MES适用于不同行业(家电、汽车、服装、半导体、玩具、通讯、IT、 医药、机械、铸造等),能够对单一的大批量生产和既有多品种小批量生产又有大批量生产的混合型制造企业提供良好的企业信息管理,从而,增强制造型企业的核心竞争力。
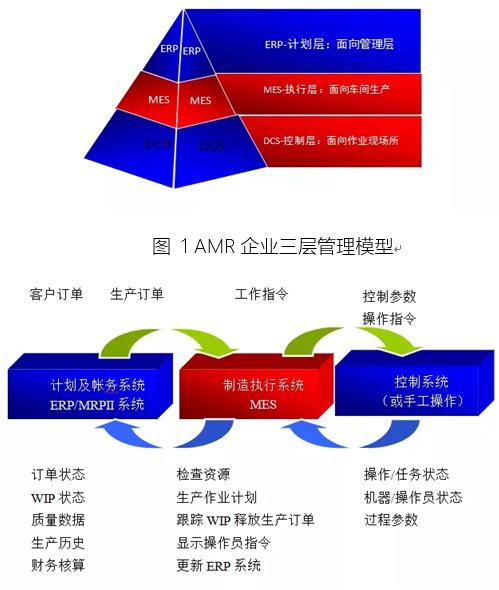
本文所介绍的MES系统在设计中充分集成了工业自动识别技术及先进制造研究机构AMR发布的MES管理模型(如图1),并充分考虑到国内企业的实际情况和具体条件,既具先进性,又有适用性。MES可以帮助企业管理人员对企业中大量的、动态的、错综复杂的数据和信息进行及时、准确的分析和处理,对企业的各项生产经营活动进行事先计划、事中控制和事后反馈,从而达到合理利用企业资源、降低库存、减少资金占用、增强企业应变能力、提高企业市场竞争力和经济效益的目的,使企业管理真正由经验管理进入到科学管理,使企业的管理手段和管理水平产生质的飞跃,跟上信息时代的步伐。
MES贯穿企业从计划、到采购、到生产、到销售及交付的全层面流程的管理软件实现。如果公司有特殊的业务需求,存在面向企业应用中的个性化需求而进行二次开发时,可在企业应用体系框架下进行快速原型法个性化业务的二次开发,从而保护已有资源,降低总拥有成本,保证了系统数据的统一及集成。

2. MES的系统结构
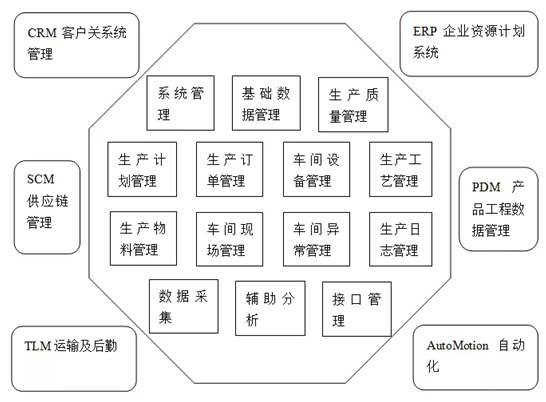
MES制造执行管理系统应采用模块化的设计,可以根据用户需要选择模块进行实施和分阶段导入系统,降低成本且易于维护和升级,系统可由十四大模块组成,如下图:
二、MES核心价值
1. 离散型制造企业的困境
在离散型制造企业里,管理者经常在扮演消防员的角色:生产人员经常在赶货、催料,计划永远没有变化快,主管们天天忙着没完没了的产销协调:公司更看重那些“会解决问题”的主管,但问题却往往会重复发生,企业领导者一方面为应付激烈的市场竞争已经不堪重负,另一方面还要为了解决内部管理问题而焦头烂额: 市场竞争激烈,用户需求不断变化,产品的个性化需求逐步增强,企业如何提高生产的柔性以适应不断变化的市场? 企业的外协件多、外协厂家多,如何对外协厂家的产品质量、价格和信誉进行控制? 产品按订单生产,产品结构复杂,零部件多而且外协、自制兼有,如何合理优化排产,控制交货期,提高订单的履行率? 单件产品制造周期长、价值高、投入大,如何对其生产过程进行跟踪?如何对在产品成本进行实时的归集和控制?产品出厂后发现问题,如何实现产品生产过程的可回溯? 生产加工过程中,许多工序都依靠专用的工具和设备,如何加强对这些专用设备的管理?
2. 适合中国国情的特殊设计
在系统设计时,可充分考虑我国国情,比如进行物料需求计划计算时,用户可临时对BOM及物资参数进行更改试算;又如:任何由计算辅助制订的任务,都可由人员作最后的修改确认;又如在财务的记账流程、记账方法和财务报表上,可充分考虑到国内财务制度与国外财务制度的具体差别,设计完全符合我国的新会计制度。我国企业机构设置与国外企业具有不少区别,因此在需要企业填制的基础数据中,按照各职能部门的职责分别填制可以减轻企业领导对实施过程中过分的精力负担,减少职能部门的相互扯皮,保证实施的成功。
3. MES的改善策略“五步走”
总的来说,MES能够为离散型制造车间现场带来规范的管理模式,并通过下面的“五步走”完成车间的信息化建设。
第一步规范原始资料
通过与上层设计系统的集成,及时更新生产数据,指导生产现场作业。管理车间各种资源,实现车间资源的规范性管理,同时提供生产排程的重要依据。
第二步提高计划的可执行性
根据产品数据和车间资源数据,对车间生产计划进行分解,在计划执行前进行有效的能力分析,及时发现瓶颈。在计划执行中,根据生产作业情况,再次对正在执行或后续计划进行调整,获得最优的产能。
第三步加强生产现场控制
根据生产计划的指导和现场设备的操控,实现对生产现场的有力监控。通过数据采集手段,获得计划的执行状态。使计划调度在办公室就能够掌握当前的计划执行。
第四步实现车间内部的科学管理
MES能够覆盖95%的车间管理业务,实现车间内部的信息流、财务流、控制流的协同,进一步改善生产车间的管理手段。
第五步打通企业的三级信息流
MES的实施,填补了上层计划系统和底层控制系统的信息断层,实现了企业三级信息流的通畅。

安达发C1,源自安达发技术原厂,数十年技术沉淀,安达发C1,让全世界的工厂,快速转型数字化,降本提效。它是一套数字化工厂管理软件,更是一个协同作业平台,让企业快速转向“数字化车间、数字化工厂”,为企业降低成本、提升效益游设备厂商需求,专门研制出的符合国内中小制造业的MES系统。
